Tinheo kohandatud lehtmetalli prototüüpimisteenused pakuvad teie projektidele kiiret ja kulutõhusat lahendust. Teenused, sealhulgas painutamine, mulgustamine, standardmõõduga metalli lõikamine nii prototüüpide kui ka väikesemahuliste tootmistsüklite jaoks. Lehtmetalli tootmine toodab vastupidavaid lõppkasutuseks mõeldud metallosi, millel on lai valik materjale ja viimistlusi, mis vastavad teie spetsifikatsioonidele mitmesugustes tööstusharudes, nagu autotööstus, meditsiiniseadmed, lennundus, elektroonika, energeetika ja robootika.
Lehtmetalli valmistamise eelised
1. Materjali valik
Alumiinium + , vask, roostevaba teras + , teras ja tsink
2. Viimistlusvalikud
Helmeste pritsimine, anodeerimine, katmine, pulbervärvimine ja kohandatud viimistlus
3. Paksusvalikud
Saadaval mitmesugused mõõteriistad
4. Vastupidavus
Lehtmetalli valmistamisel saadakse vastupidavad osad prototüüpimiseks või lõppkasutuseks
5. Skaleeritavus
Madalad seadistuskulud tähendavad suurte mahtude puhul madalat hinda
6. Pööre
Varuosad tarnitakse vaid 5-10 päevaga
Levinud lehtmetallirakendused
Seadmed
Kerepaneelid
Sulgudes
Šassii
Uksed
Korpused
Kered
Köögitehnika
Kontoritehnika

Mis on lehtmetalli valmistamine?
Lehtmetalli valmistamine on tootmisprotsesside kogum, mida kasutatakse lehtmetalli varude muutmiseks funktsionaalseteks osadeks. Lehtmetalli paksus on tavaliselt 0,006–0,25 tolli (0,015–0,635 sentimeetrit).
On mitmeid protsesse, mis kuuluvad "lehtmetalli valmistamise" alla. Nende hulka kuuluvad lõikamine, painutamine ja mulgustamine ning neid saab kasutada kas koos või eraldi.
Lehtmetallist valmistamist saab kasutada kas funktsionaalsete prototüüpide või lõppkasutusega osade loomiseks, kuid lõppkasutuseks kasutatavad lehtmetalliosad vajavad üldjuhul viimistlusprotsessi, enne kui need turule jõuavad.
Te ei saa mitte ainult kasu meie erakordsest tähelepanust detailidele, vaid pakume ka täielikku viimistlusteenuste komplekti, et viia teie osa müügisaalide kvaliteedini. Vaadake lisateavet selle kohta, mida meie vaakumvaluteenus teie heaks teha saab.

Kuidas lehtmetalli valmistamine töötab?
Kuna õhukesed metallilehed on rohkem tempermalmist kui paks toorik, saab neid töödelda erinevate protsesside abil.
Need protsessid jagunevad kolme üldkategooriasse:
Materjali eemaldamine
Milles lehtmetalli lõigatakse mitmel viisil
Materjali deformatsioon
Milles lehtmetall on painutatud või vormitud
Materjali kokkupanek
Milles lehtmetall liidetakse teiste komponentidega
Meie pakutavad lehtmetalli valmistamise protsessid
1. Materjali eemaldamine
Lehtmetalli valmistamisel kasutatakse metallimaterjali eemaldamiseks, lõikamiseks ja läbitorkamiseks materjali eemaldamise protsesse.

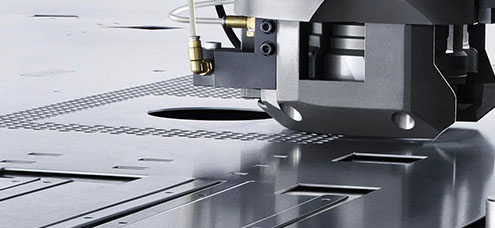
LASERLÕIKAMINE
Laserlõikamisel kasutatakse lehtmetalli osa lõikamiseks laserit. Suure võimsusega laser suunatakse lehele ja intensiivistatakse läätse või peegliga kontsentreeritud kohale. Lehtmetalli valmistamise spetsiifilises rakenduses varieerub laseri fookuskaugus vahemikus 1,5–3 tolli (38–76 millimeetrit) ja laserpunkti läbimõõt on umbes 0,001 tolli (0,025 mm).
Osade täpsus on parem kui 0,002 tolli (0,05 mm)
Kerfi laiused 0,006 tolli (0,15 mm) kuni 0,015 tolli (0,38 mm)
Materjali mitmekülgsus
Laserlõikamine on täpsem ja energiasäästlikum kui mõned muud lõikamisprotsessid, kuid ei saa läbi lõigata igasuguseid lehtmetalli ega ka kõige kõrgemaid mõõteseadmeid
VEEJOGA LÕIKAMINE

Osade täpsus on parem kui 0,002 tolli (0,05 mm)
Kerfi laiused 0,006 tolli (0,15 mm) kuni 0,015 tolli (0,38 mm)
Materjali mitmekülgsus
Veejoaga lõikur kasutab lehtmetalli läbistamiseks kõrgsurve veejuga. Kui metall pole eriti õhuke, segatakse vett tahke materjali läbilõikamiseks abrasiivse ainega.
Kuna veejoaga lõikamine ei eralda soojust nagu laser- või plasmalõikus, on see protsess eriti kasulik madala sulamistemperatuuriga metallide puhul, mis võivad muidu deformeeruda. Veejoaga lõikamisel puudub kuumusmõjutsoon (HAZ) ja metalle saab lõigata ilma nende olemuslikke omadusi muutmata.
PLASMA LÕIKAMINE

Osade täpsus on parem kui 0,008 tolli (0,2 mm))
Suur lõikekiirus, nt. 200 tolli (5,08 meetrit) 16-mõõtmelist pehmet terast minutis
Materjali mitmekülgsus
Plasmajoa puhul kasutatakse lehtmetalli lõikamiseks kuuma plasma juga. Protsess, mis hõlmab ülekuumendatud ioniseeritud gaasi elektrikanali loomist, on kiire ja suhteliselt madalate seadistamiskuludega.
Paks lehtmetall (kuni 0,25 tolli) sobib ideaalselt plasma lõikamise protsessiks, kuna arvutiga juhitavad plasmalõikurid on võimsamad kui laser- või veejoaga lõikurid. Tegelikult suudavad paljud plasmalõikusmasinad lõigata kuni 150 mm (6 tolli) paksuseid toorikuid. Protsess on aga vähem täpne kui laserlõikamine või veejoaga lõikamine.
PUNKTIMINE
Kui lehtmetall vajab aukudega läbitorkamist, on selleks ette nähtud mulgustamismasin üldiselt tõhusam kui ülaltoodud lõikamismeetodid. Mulgustamine hõlmab lehe asetamist stantsi ja matriitsi vahele; kui stants liigub matriitsi sisse, tekitab see lehe sisse augu. Protsessi saab kasutada ka ebakorrapäraste kujundite moodustamiseks, tehes mitu väikest stantsi järjest.
2. Materjali deformatsioon
Lehtmetalli saab töödelda ka muul viisil peale lõikamise. Näiteks saab seda spetsiaalsete masinate abil erineva kujuga painutada.
PAINUTAMINE
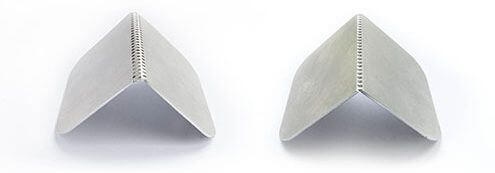
Lehtmetalli painutamist kasutatakse V-kujulise, U-kujulise ja kanalikujulise painde loomiseks masinaga, mida nimetatakse piduriks. Enamik pidureid suudab lehtmetalli painutada kuni 120 kraadise nurga alla, kuid maksimaalne paindejõud sõltub sellistest teguritest nagu metalli paksus ja tõmbetugevus.
Üldjuhul tuleb lehtmetall esialgu üle painutada, sest see vetub osaliselt tagasi oma algasendisse.
TEEMELDAMINE

Tembeldamine on teine deformatsiooniprotsess, mida kasutatakse lehtmetalli soovitud kuju saamiseks. Protsessis kasutatakse lehtmetalli uude vormi pressimiseks stantsimisvormi - kas mehaanilist või hüdraulilist.
Külmal lehtmetallil kasutatakse stantsimist, kuid stantsi põhjustatud hõõrdumine põhjustab metalli kuumenemise kõrge temperatuurini. Üksikud tembeldamise protsessid hõlmavad, kuid ei ole nendega piiratud.
Mündimine, mille käigus pressitakse plekiosale muster
Curling, mille käigus lehtmetall deformeeritakse torukujuliseks
Hemming, milles plekk on lisapaksuse saamiseks enda peale volditud
Triikimine, mille puhul lehtmetalliosa paksust vähendatakse
KERRUS

Lehtmetalli ketramine on deformatsiooniprotsess – põhimõtteliselt sarnane keraamika ketramisega –, mida kasutatakse ümarate tunnustega õõnsate osade loomiseks.
Ketrusprotsess hõlmab lehtmetalli tooriku käsitsi või mehaanilist pööramist treipingil ja selle surumist vastu tööriista, mis loob detaili sisekuju. Keerutamist saab kasutada selliste kujundite loomiseks nagu poolkerad, koonused ja silindrid.
3. Materjali kokkupanek
Lõigatud või painutatud lehtmetalli tükke saab omavahel ühendada, moodustades terviklikud lehtmetallist osad. Neid detaile saab ühendada ka komponentidega, mis ei ole valmistatud lehtmetallist.
KOOSTAMINE

Toode võib olla konstrueeritud nii, et mitut lehtmetallist detaili saab ühendada liitekohtade, kruvide või muude levinud meetoditega.
Tavaliselt toimub see pärast osade viimistlustööd.
KEEVITAMINE
Lehtmetallosad tuleb mõnikord omavahel ühendada keevitamise teel, mis sulatab komponendid kuumusega kokku.
Lehtmetallmaterjalidel, nagu alumiinium ja roostevaba teras, on kõrge keevitatavus.